DESCRIPTION
Les systèmes de surveillance basés sur la technologie acoustique surveillent le bruit émis lorsque la meule touche la pièce ou le dresseur. Le bruit est généré pendant l'opération de coupe et est transmis à travers la rectifieuse sous forme d'ondes ultrasonores. Lorsque ces ondes passent à travers les différents composants de la machine, la fréquence et l'amplitude varient. En surveillant ces ondes, tout changement pendant l'usinage peut être contrôlé, et des actions correctives peuvent alors être entreprises sur la machine. L'efficacité des capteurs est déterminée par leur positionnement, le plus près possible de la zone d'usinage.
La surveillance par capteurs acoustiques est utilisée pour déterminer le contact entre la meule et la pièce ou le dresseur, en réduisant le temps de coupe en l'air. Les variations des émissions acoustiques peuvent indiquer des modifications de la force dues aux conditions de coupe de la meule et permettre d'adapter le cycle, en optimisant ainsi le procédé de fabrication.
Il existe deux séries de capteurs acoustiques :
- Les capteurs acoustiques fixes : ils sont composés d'une pièce unique, et le signal peut être transmis en l'air ou par l'intermédiaire d'un liquide. Différentes dimensions sont disponibles pour répondre à toute exigence d'application.
- Capteurs acoustiques sans contact : ils sont constitués d'une partie fixe (stator) et d'une partie rotative (rotor), mais sont de formes et de dimensions différentes pour répondre à toute exigence d'application. Le signal est transmis sans contact direct entre le rotor et le stator.
Les capteurs peuvent être connectés aux systèmes ci-après :
BLÚ P1D AE P3SE P7SE Sensitron6 DS5000 DS6000 DS7000
AVANTAGES
- Surveillance du procédé de fabrication
- Contrôle de coupe en l'air et réduction des temps de cycle
- Contrôle des collisions et réduction du risque de dommages graves à la meule et à la machine
- Réduction des coûts d'entretien et des coûts généraux
- Durée de vie accrue des composants de la machine
CARACTÉRISTIQUES TECHNIQUES
- Réponse en fréquence : jusqu'à 1000 KHz
- Vitesse de rotation : jusqu'à 120,000 tr/min
VERSIONS
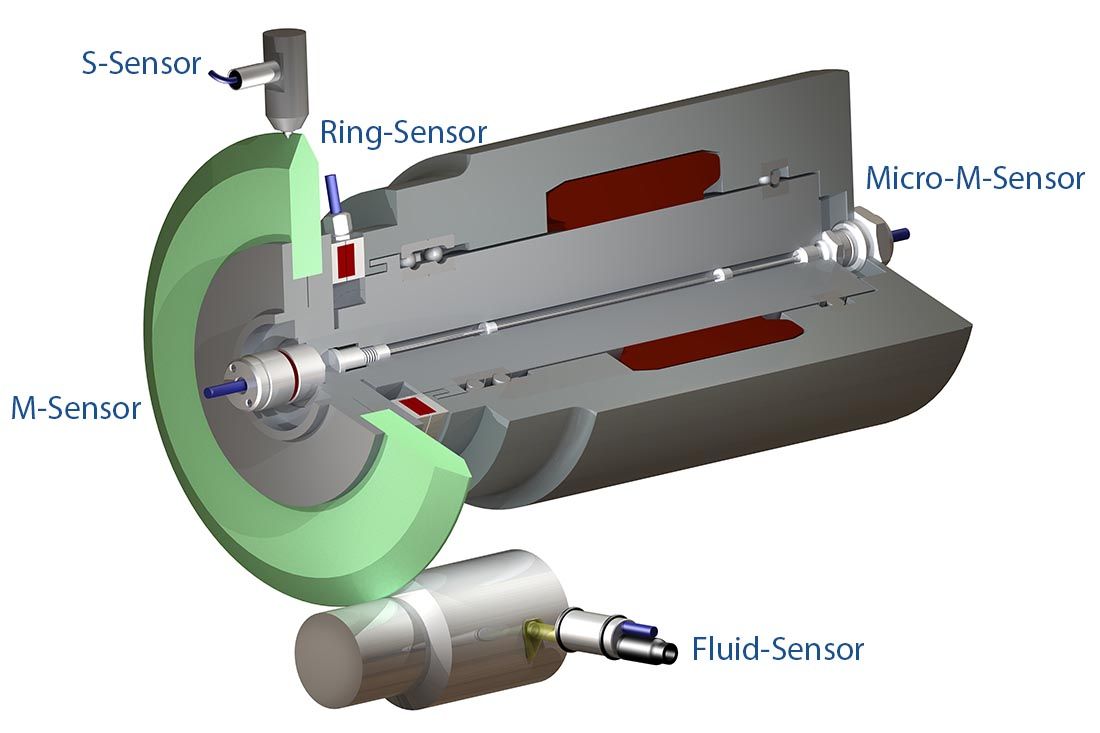
Il existe différentes versions de capteurs acoustiques, afin de permettre un positionnement le plus près possible de la zone d'usinage, où existe le meilleur rapport signal/bruit.
Capteur acoustique fixe : capteur d'émissions acoustique ultrasoniques avec propagation en surface et transmission du signal par câble. Le capteur est positionné sur la pièce ou sur le dresseur de la monopointe.
Capteur acoustique par fluide : capteur d'émissions acoustiques ultrasoniques avec propagation en surface et transmission du signal par câble. Le signal est transmis à partir le la pièce ou du support de la pièce ou de l'outil à travers le lubrifiant/réfrigérant de la machine.
Capteur acoustique rotatif : capteur d'émission acoustique à ultrasons avec transmission du signal sans contact. Le capteur est positionné sur le mandrin, sur le flasque de support de la meule ou sur le disque du dresseur.
Capteur acoustique mandrin intérieur : capteur d'émission acoustique à ultrasons avec transmission du signal sans contact. La partie tournante est double et formée du capteur piézoélectrique et de la partie électronique de transmission du signal. Les dimensions du capteur peuvent être adaptées aux exigences de l'application spécifique. Le capteur est positionné sur le mandrin porte-meule ou porte-dresseur.
Capteur acoustique à bague : capteur d'émission acoustique à ultrasons avec transmission du signal sans contact. Les parties fixe et rotative sont en forme de bague et existent en différentes tailles et formes et peuvent donc être installées extérieurement sur différents modèles de rectifieuses. Le capteur est positionné sur le flasque de la meule, sur le mandrin ou sur la tête du support de la pièce.
Download
|
Brochure |
|
Anglais
|
ACOUSTIC EMISSION SENSORS: (3.22MB)
|
|
Allemande
|
ACOUSTIC EMISSION SENSORS: (5.48MB)
|
|
Japonais
|
ACOUSTIC EMISSION SENSORS: (1.96MB)
|