詳細
このモニタリングシステムは、音響テクノロジーをベースに、砥石車がワークやドレッサーに接触する際に放出されるノイズをモニタリングします。このノイズは加工中に発生し、研削を通して超音波として伝達されます。これらの超音波がさまざまな部品を通過するにつれて、周波数と振幅が変化します。これらの超音波をモニタリングすることで、機械加工中のどんな変化もチェックすることができ、マシン上で是正処置を行えます。これらのセンサーは、加工エリアにできるだけ近い位置に配置することで有効性が決まります。
AEセンサーによるモニタリングは、研削砥石とワークやドレッサーとの接触を検知し、エアギャップ時間を短縮することに使用します。AE波の変化は、研削砥石の加工条件による力の変化を示しサイクルを適合させることで、生産工程を最適化することができます。
音響センサーには、2つのタイプがあります。
- 固定式AEセンサー:このセンサーは、1つの部品で構成されます。信号は、空気中、液体中いずれの媒体中においても伝送可能です。あらゆるアプリケーションに適応できる様、各種サイズを取り揃えております。
- 非接触式AEセンサー:このセンサーは、固定部(ステーター)と回転部(ローター)で構成されます。あらゆるアプリケーションに適応できる様、各種サイズを取り揃えています。信号は、ローターとステーターとの非接触通信で伝送されます。
このセンサーは、以下のシステムに接続することができます。
BLÚ P1D AE P3SE P7SE Sensitron6 DS5000 DS6000 DS7000
利点
- 生産プロセスのモニタリング
- エアギャップのチェックにより、サイクルタイムを短縮
- 衝突チェックにより、砥石やマシンの深刻な損傷のリスクを削減
- メンテナンスコストと総コストを削減
- マシン部品の寿命延長
スペック
- 検知周波数帯:最大1000 KHz
- 回転速度:最大120000 RPM
バージョン
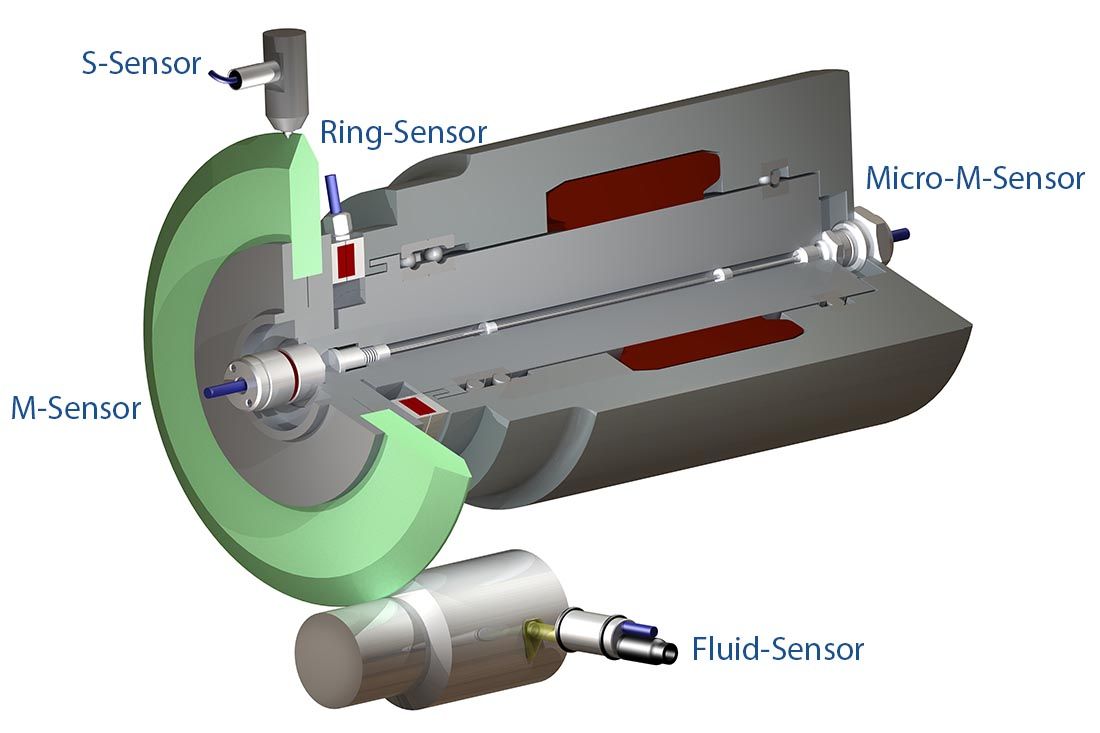
AEセンサーは、最善のS/N比が得られるよう、加工エリアにできるだけ近い位置に配置するための各種バージョンを提供しています。
固定型AEセンサー:センサーに伝導された超音波を検出しケーブルで信号を伝送するAEセンサー
流体音響センサー:センサーに伝導された超音波を検出しケーブルで信号を伝送するAEセンサーです。AE信号は、クーラントを介して、ワーク、ワーク支持部、または工具から伝送されます。
ロータリーAEセンサー:AEセンサー(非接触式信号トランスミッション)を使用したバージョンです。 このセンサーは、主軸上、砥石車のサポートフランジ上、またはドレッサーディスクに設置されます。
インターナルスピンドル用AEセンサー: AEセンサー(非接触式信号トランスミッション)を使用したバージョンです。回転部は、センサーと電子信号トランスミッション部で構成されています。センサー寸法は、要求のアプリケーションに適合させて設計いたします。このセンサーは、砥石車上、またはドレッサーのスピンドルに内蔵されます。
リングAEセンサー:AEセンサー(非接触式信号トランスミッション)を使用したバージョンです。固定部と回転部は、リング形状になっています。ご要求の各種サイズと形状を提供しており、各種タイプの研削盤の外部に取り付けることができます。このセンサーは、砥石車のフランジ上、主軸上、またはワーク支持部のヘッド上に設置されます。
ダウンロード
|
パンフレット |
|
英語
|
ACOUSTIC EMISSION SENSORS: (3.22MB)
|
|
ドイツ語
|
ACOUSTIC EMISSION SENSORS: (5.48MB)
|
|
日本語
|
ACOUSTIC EMISSION SENSORS: (1.96MB)
|