パワーエレクトロニクスおよび充電器の組み立てライン
充電器やインバーターなどのパワーエレクトロニクスユニットの組み立て作業全体のために、マーポスは柔軟なソリューションをご用意しています。お客様の仕様に従って、手動または完全自動の組み立て作業など、さまざまな構成をご提供できます。
詳細
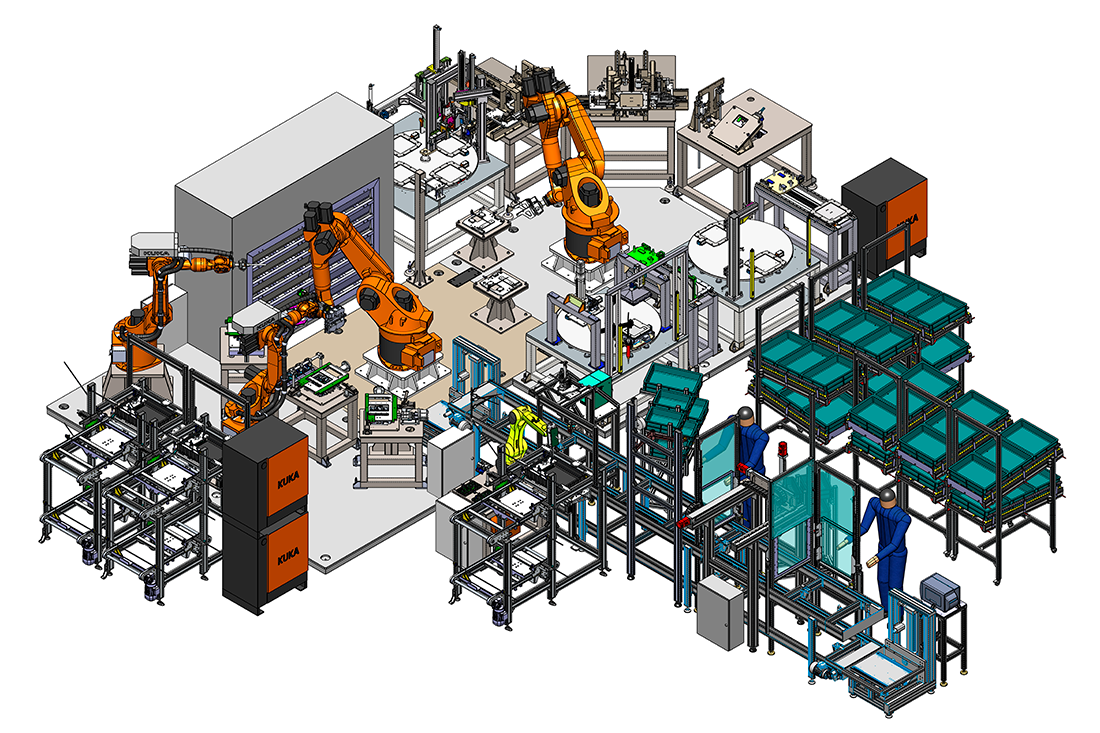
電気自動車の充電器の全コンポーネントの自動組み立てライン工程は2つのフェーズに分かれます。
- 第1のフェーズでは、電子基板のカバーを組み立てます。
- 第2のフェーズでは、底面の組み立てを完了します。両方をイオン化空気で清掃してから、リークテストと電気テストを行います。
PHASE #1
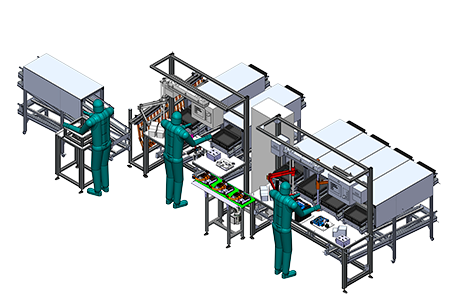
No.3手動ステーションで、オペレーターがすべての作業を行います。
- オペレーターがカバーを回収し、隔離領域でイオン化します。
- 主電源コネクターは以下の手動ステーションで組み立てます。
- 電気基板はオペレーターが取り上げてネジで取り付けます。
すべての作業において、パネルPCにオペレーターのためのガイドが表示され、データマトリックスを読み取ってコンポーネントが追跡されます。
PHASE #2

第2フェーズも作業は2つの主な領域に分かれています。
- 第1の領域では、オペレーターが下部コンポーネントを処理し、チェーンコンベアで搬送します。
- 第2の領域では、多関節ロボットにより下部カバーを取り扱い、自動ステーションとターニングテーブルで組み立てます。
第1領域 – チェーンコンベアで搬送する
ガスケットを取り付けた下部ケースをオペレーターが取ってパレットに載せ、チェーンコンベアで搬送します。
- コンベアの第1のステーションでは、隔離領域でイオン化空気により下部カバーが清掃されます。
- 第2のステーションでは、電動マニピュレーターで操作されるカメラシステムにより、ガスケットの正しい位置と完全性がチェックされます。
- 第3のステーションは水コネクター専用で、オペレーターがネジで取り付けます。ネジは自動的に1つずつ供給されます。
- 第4のステーションでは、オペレーターが電子基板を配置してネジで取り付けます。このステーションでも、ネジは自動的に1つずつ供給されます。
組み立て工程のために取ったすべてのコンポーネントが、データマトリックスを読み取って追跡されます。 すべての作業において、パネルPCにオペレーターのためのガイドが表示されます。
第2領域 – 多関節ロボットで取り扱う
組み立て工程のためにロボットが下部ケースを回収します。
- 第1の作業で、エアリークテストにより冷却回路をチェックします(圧力2.5 bar – 15秒)。
- 第2の作業で、第2ロボットが電磁コイルを取ってケース内に配置します。下部カバーは、すでに第2作業ステーションで第1ロボットが配置しています。
- 第3の作業は専用の樹脂処理工程です。内部コンポーネントを固定する前にケースを予熱し、その後で樹脂ディスペンサーで充填します。
- 第4の作業では、第1ロボットがオーブン内にケースを放置し、樹脂を準備させます。
最後のフェーズでは、工程がターニングテーブルに移ります。
第1ターニングテーブルでロボットからケースを受け取り、以下の作業を行います。
- カバーの底面をイオン化空気で清掃します。
- これを第2の電子基板に組み付けます。
- オペレーターがネジで取り付け、カメラでチェックします。
- ターニングテーブルのすべての回転の最後に、ケースがロボットに戻されます。
最後のフェーズで、保管領域から上部ケースを手動で回収し、組み立ててネジで固定します。その後、第2と第3のターニングテーブルで、以下の作業を行って工程を完了します。
- ケースを第2ターニングテーブルに載せて、最後のエアリークテストを行います(0.20 bar – 15秒)。
- 電気テスターでテストし、テストに合格した場合はレーザーでケースにマークを付けます。
- オペレーターがアンロードする前に、第3ターニングテーブルで最後のバルブを組み立てます。
ダウンロード