刀具和过程监测系统
CTM
CTM是终极的多功能刀具和过程监控系统。历史上久经验证的CTM监控解决方案通过实时、过程监控成功地优化了金属切削机床的标准和非常复杂的生产过程。它为大多数生产场景提供了广泛的实时监控功能。CTM灵活的接口概念实现了无问题集成:从没有现场总线连接(专用I/O)的解决方案到分支数据和现场总线体系结构。CTM的设计是为了易于集成到带有基于WINDOWS的控制器PCI插槽的专用操作面板(西门子PCU50、FANUC Panel i、MTX等)。或者,如果需要,一个灵活的独立单元可以用于具有不同控制的所有其他类型的机器或没有CNC的机器。同样,由于灵活性,许多用户规范(例如,来自航空航天和汽车工业)可以通过使用不同的监控策略来实现CTM。
对于大批量生产,通常使用示教值(学习曲线)将其与实际值进行比较。通过相应的工艺参数,可以准确地设定所需的限值,以适应实际应用。使用dx/dt监控策略或策略组合可以出色地监控长切削循环。
所有监控数据都可以本地存储在机器上或网络/互联网上。此外,系统还提供了自定义报表和数据分析功能,以进一步完善相应的流程。通过这些功能,用户可以延长刀具寿命,减少浪费,避免刀具破损,并尽量减少机器停机时间。
根据工作模式的不同,过程监控可采用固定或动态报警限值。
CTM系统是一个非常强大的监控系统。通过使用专用策略和接口,CTM还提供过程控制(搅拌摩擦焊接、刷涂、铆接、去毛刺、装配等)。
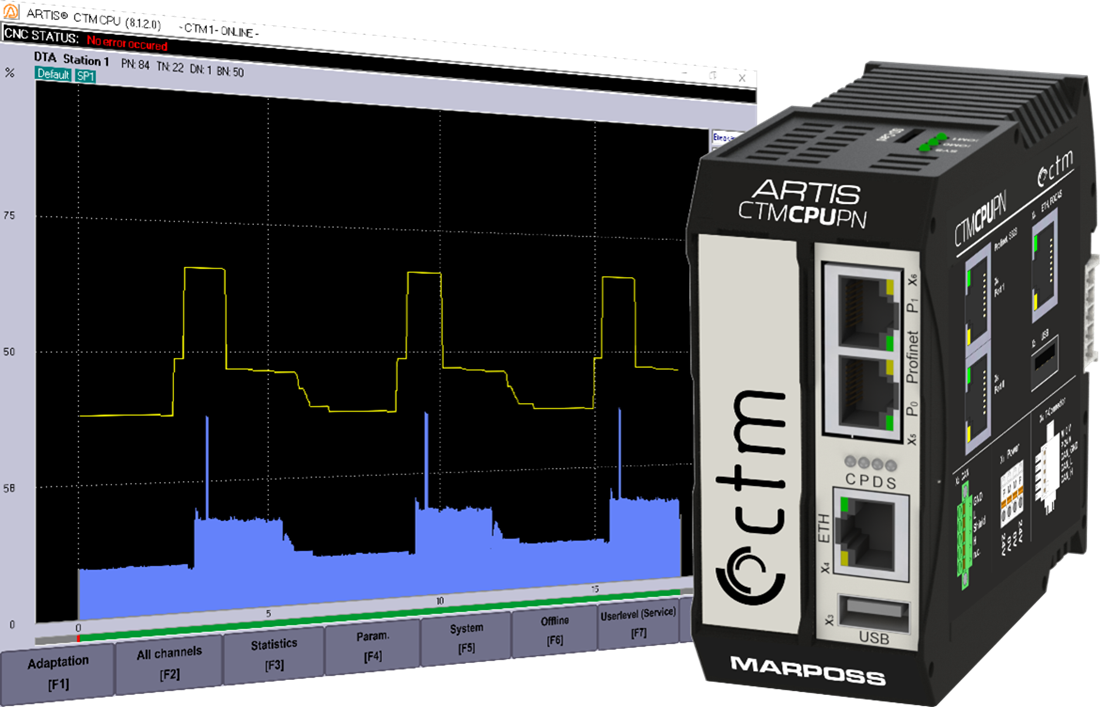
数字扭矩适配器(DTA)选项使用来自机器控制的机器进给力和扭矩数据(如西门子编译周期、FANUC FOCAS等)。最多可以并行监视16个驱动器。为了满足要求和技术规范,CTM可以使用不同的专用监控策略和分析软件适应几乎任何生产场景:
- 滚刀:聚焦在保护昂贵的滚刀刀具以及增加滚刀刀具使用寿命上
- 流体:聚焦在检查上,前提条件是内部或外部冷却剂在设定的限值内
- 统计:聚焦在分析过程上,以找到并消除故障的原因
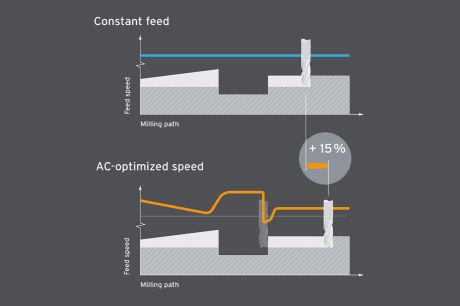
- 自适应控制:聚焦在不断调整加工速度,适应材料和工具的状况
- 过程文件:聚焦在记录事件、收集数据以及将数据传输到不同(网络)设备上。连接到数据库,可为比较分析获取信息,如:旨在评估刀具使用寿命周期
集成
CTM给原始设备制造商提供了最大的灵活度。许多配置选项可以集成到任何指定系统架构中:
- 作为PCI卡的CTM,直接装配到NC控制的卡槽中
- 用于装卡的BX-2盒子,放置在机柜中
- 将带有卡的CBU单元集成在所有个人电脑中
- 具有多种配置可能性的工具和过程监控系统
- 4个测量通道实时监测功能
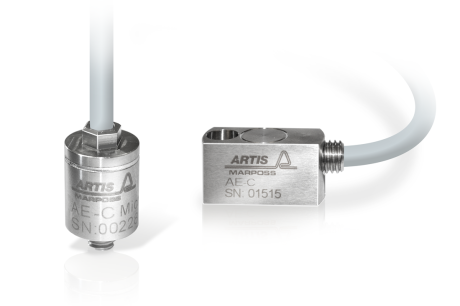
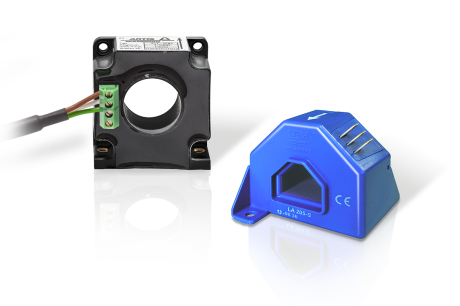
- 可使用数字和/或模拟传感器信号
- 根据收集到的数据,可以定义磨损极限以优化刀具寿命。
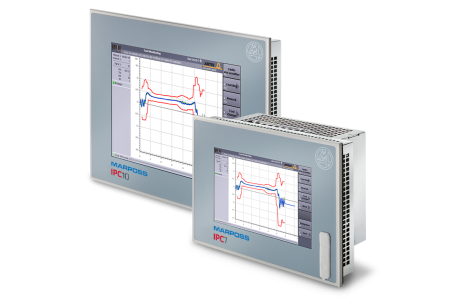
- 通过基于WINDOWS的控件/PC读取参数、更改和重新加载
- 工业物联网数据处理的高性能
- 与工业4.0(智能工厂)中的其他系统和应用程序互连,例如通过MTConnect连接
- FPGA允许定制CTM固件
- 使用集成I/O模块的快速反应
- CTM由不同的用户指定
根据所需的通信标准与PLC,有不同版本的CTM的评估单元:
CTMV6PB 通过现场总线连接到PLC的情况
CTMV6PN 通过Profinet连接到PLC的情况
CTMV6IP 通过以太网IP连接到PLC的情况
CTMV6FOCAS 与Fanuc控制一起使用的情况
CTMV6S828 For the use with SIEMENS 828 systems
CTMV6BASIC 经济版,适合没有现场总线通信的机床/应用
BROCHURES AND MANUALS
| 数据表 | |
|---|---|
| 英语 |
CTM V6.2: (974.75kB)
CTM V6 NOPCI: (1.30MB) BA-01: (1.31MB) |
| 意大利语 |
CTM V6.2: (0.96MB)
CTM V6 NOPCI: (1.30MB) |
| 德语 |
CTM V6 NOPCI: (1.31MB)
BA-01: (1.29MB) CTM V6.2: (1.31MB) |
| 中文 (Simplified Chinese) |
CTM V6: (636.73kB)
|