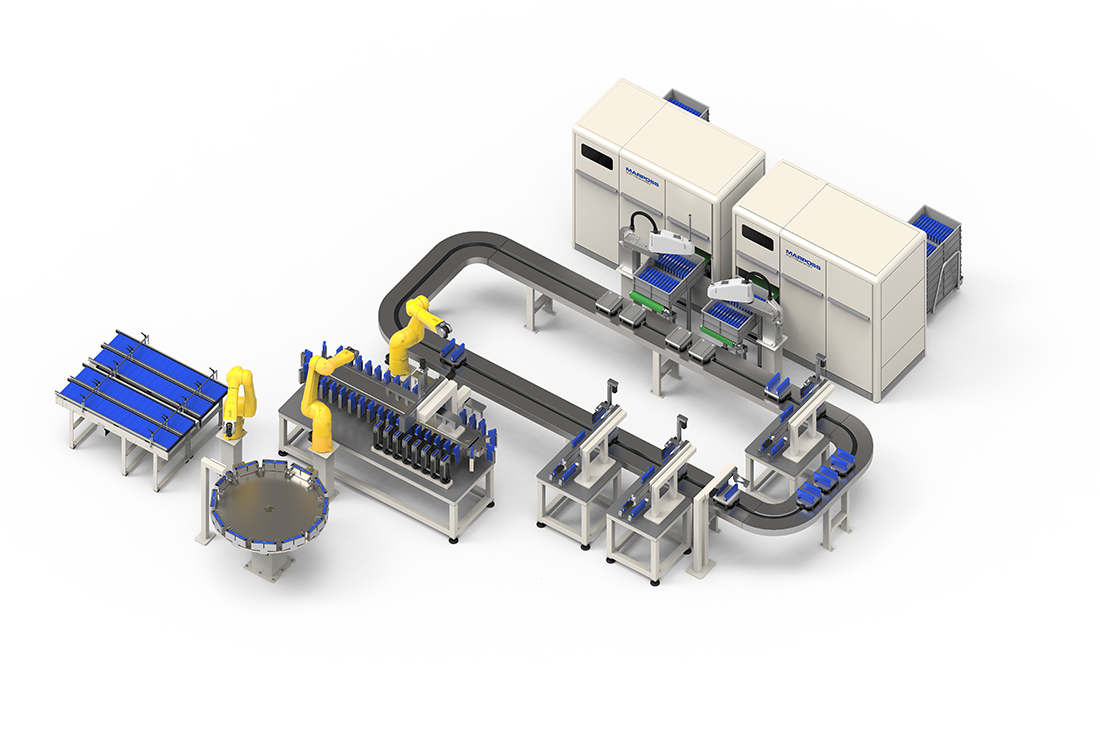
Automatic Line for Prismatic Cells Electrical Testing (EOL)
Marposs offers its competences in measurement and testing, combined with its experience in automated implementations, as turnkey solutions for the evaluation of EV batteries. The portfolio of applications covers the entire production chain of cells, modules and packs. For battery cells, the expertise is mature from the empty case (Cell Begin of Line testing) to the final stage of the production flow (Cell End of Line testing).
These systems carry out the evaluation of the mechanical characteristics of the battery cells, using visual inspection devices or touch probes, and the measurement of the electrical characteristics, configurable according to the specific requirements of the customer.