DESCRIZIONE
I sistemi di monitoraggio basati sulla tecnologia acustica controllano il rumore emesso dal contatto fra la mola ed il pezzo o tra la mola e il diamantatore. Il rumore è generato durante l'azione di taglio e viene trasmesso attraverso la rettifica come onde ad ultrasuoni. Poiché queste onde si muovono attraverso i vari componenti della macchina, la frequenza e l'ampiezza vengono alterate. Monitorando queste onde si possono controllare i cambiamenti durante la lavorazione e quindi effettuare azioni correttive sulla macchina. Per essere efficaci i sensori devono essere posizionati nella zona più vicina alla lavorazione.
Il monitoraggio attraverso sensori acustici è utilizzato per determinare il contatto fra la mola ed il pezzo o fra la mola e il diamantatore, riducendo il tempo di taglio in aria. I cambiamenti nelle emissioni acustiche possono indicare cambiamenti di forza dovuti alle condizioni di taglio della mola e consentono di adattare il ciclo, ottimizzando il processo produttivo.
Ci sono due famiglie di sensori acustici:
- Sensori acustici fissi: il sensore è composto da un unico pezzo ed il segnale può essere trasmesso in aria o tramite fluido. Sono disponibili in dimensioni diverse per soddisfare ogni esigenza applicativa.
- Sensori acustici senza contatto: sono composti da una parte fissa, detta statore, e una parte rotante, detta rotore, ma hanno forme e dimensioni diverse per soddisfare ogni esigenza applicativa. Il segnale viene trasmesso senza che vi sia contatto diretto tra il rotore e lo statore
I sensori sono collegabili ai sistemi:
BLÚ P1D AE P3SE P7SE Sensitron6 DS5000 DS6000 DS7000
VANTAGGI
- Monitoraggio del processo produttivo
- Controllo del taglio in aria e riduzione dei tempi di ciclo
- Controllo della collisione e riduzione del rischio di danni ingenti a mola e macchina
- Diminuzione di costi di manutenzione e dei costi globali
- Maggior vita degli organi di macchina
SPEC. TECNICHE
- Risposta in frequenza: fino a 1000 KHz
- Velocità di rotazione: fino a 120.000 rpm
VERSIONI
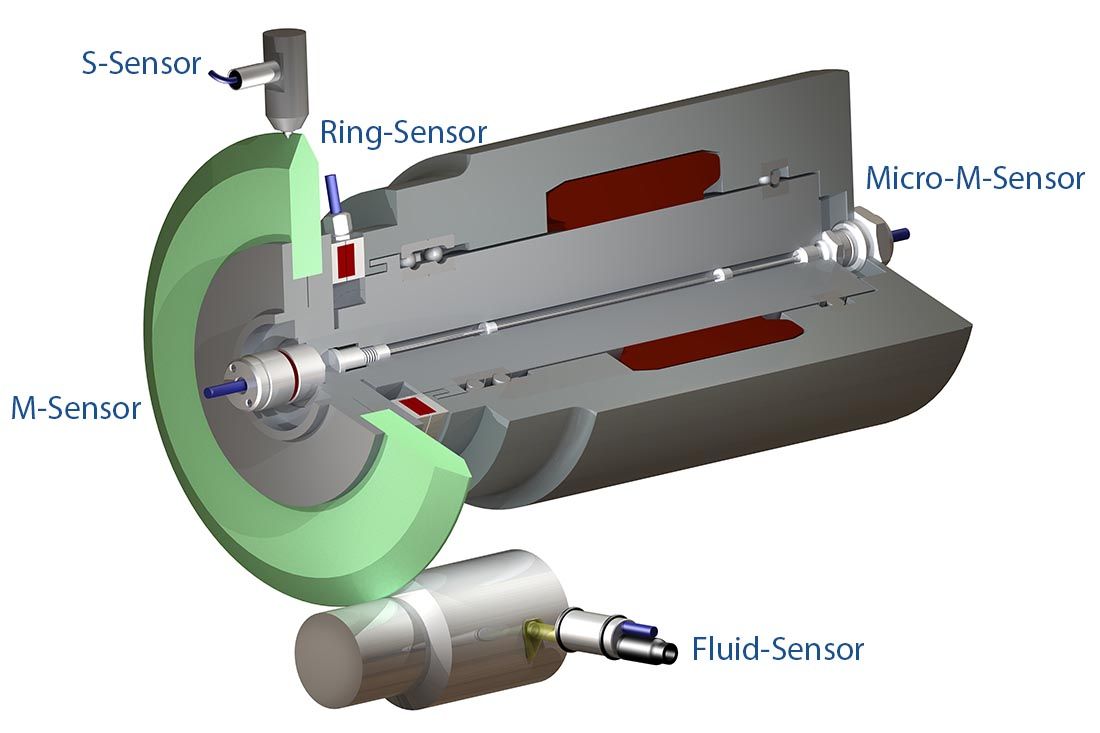
Sono disponibili diverse versioni di sensori acustici che ne consentono il posizionamento nella zona più vicina alla lavorazione, dove è il miglior rapporto tra segnale e rumore.
Sensore acustico fisso: sensore di emissioni acustiche ultrasoniche a propagazione superficiale con trasmissione via cavo del segnale. Il sensore è posizionato sul pezzo o sul diamantatore a puntale.
Sensore acustico a fluido: sensore di emissioni acustiche ultrasoniche a propagazione superficiale con trasmissione via cavo del segnale. Il segnale è trasmesso dal pezzo o dal supporto pezzo o dall’utensile mediante l’impiego del lubro-refrigerante di macchina.
Sensore acustico rotante: sensore di emissioni acustiche ultrasoniche con trasmissione del segnale senza contatto. Il sensore è posizionato sul mandrino, sulla flangia porta mola o sul disco diamantatore.
Sensore acustico per interno mandrino: sensore di emissioni acustiche ultrasoniche con trasmissione senza contatto. La parte rotante è sdoppiata e composta dal sensore piezoelettrico e dalla parte elettronica di trasmissione del segnale. Le dimensioni del sensore possono essere adattate a specifiche esigenze applicative. Il sensore è posizionato sul mandrino della mola o del diamantatore.
Sensore acustico ad anello: sensore di emissioni acustiche ultrasoniche con trasmissione senza contatto. La parte fissa e rotante hanno forma di anello e sono disponibili in varie dimensioni e forme per essere facilmente installato esternamente sui differenti modelli di macchine rettificatrici. Il sensore è posizionato sulla flangia della mola, sul mandrino o sulla testa portapezzo.
Download
|
Catalogo |
|
Inglese
|
ACOUSTIC EMISSION SENSORS: (3.22MB)
|
|
Tedesco
|
ACOUSTIC EMISSION SENSORS: (5.48MB)
|
|
Giapponese
|
ACOUSTIC EMISSION SENSORS: (1.96MB)
|