加工中心的刀具设置和几何检查
在铣床和机床加工中心工作的人都知道不能通过正确的方式测量断刀或磨损刀具会产生废件问题。未给终端用户或操作员提供正确的仪器以便在工作周期检测真实的刀具尺寸以及为生产的正常运行提供基本信息,这种情况很常见。
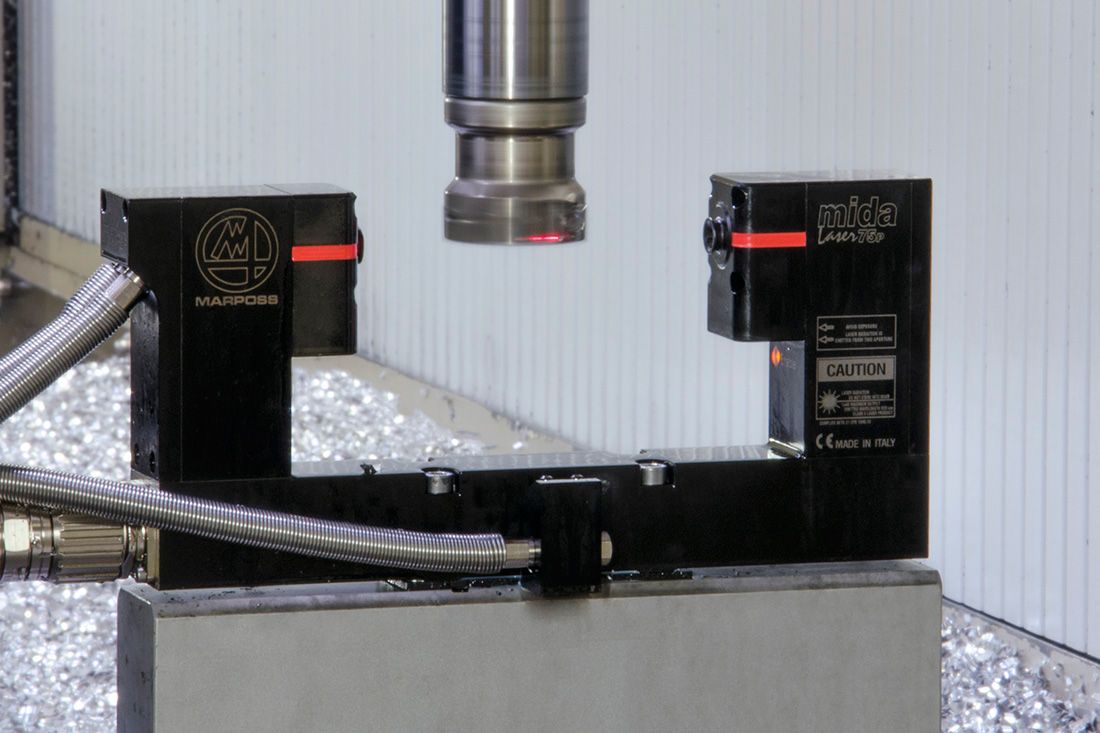
在机械加工之前、期间与之后,自动对刀仪能够自动获取刀具与钻头的准确长度与直径。对刀仪测量的是机械加工区内的刀具,因此,测量的是真实机械加工条件中的刀具。这样的话,相比机器外部的预先设置,对刀检测变得更有意义和更快。
在铣床和机床加工中心工作的人都知道不能通过正确的方式测量断刀或磨损刀具会产生废件问题。未给终端用户或操作员提供正确的仪器以便在工作周期检测真实的刀具尺寸以及为生产的正常运行提供基本信息,这种情况很常见。
在机械加工之前、期间与之后,自动对刀仪能够自动获取刀具与钻头的准确长度与直径。对刀仪测量的是机械加工区内的刀具,因此,测量的是真实机械加工条件中的刀具。这样的话,相比机器外部的预先设置,对刀检测变得更有意义和更快。