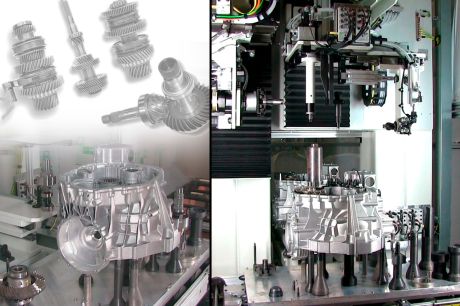
垫片的选定与验证
组装高速变速箱的过程通常需要选定并验证装配所需的垫片是否正确,以防止出现任何可能导致噪音或变速器功能不正常的问题。
选择垫片装配工艺主要用于调整圆锥轴承的预紧力或调整配对齿轮的齿隙。
当涉及到电动变速器时,该工艺将要面临一些挑战和需求,集成测量系统以进行上述操作变得至关重要。
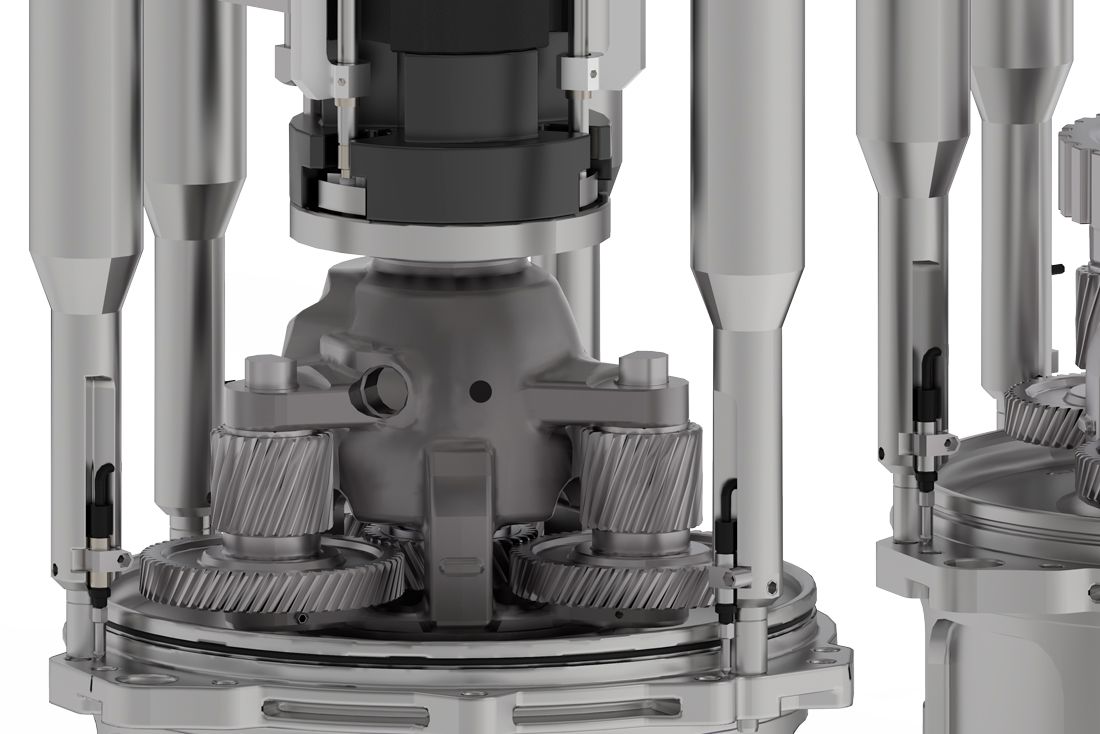
组装高速变速箱的过程通常需要选定并验证装配所需的垫片是否正确,以防止出现任何可能导致噪音或变速器功能不正常的问题。
选择垫片装配工艺主要用于调整圆锥轴承的预紧力或调整配对齿轮的齿隙。
当涉及到电动变速器时,该工艺将要面临一些挑战和需求,集成测量系统以进行上述操作变得至关重要。