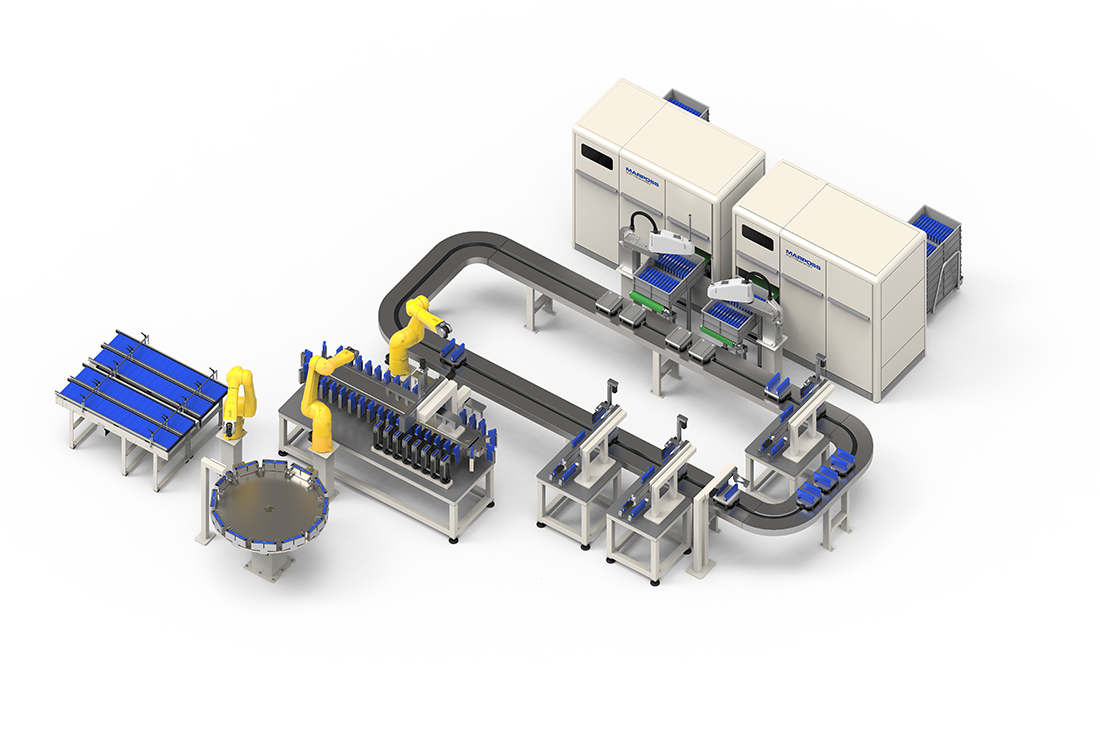
全自动方形电芯下线电气检测(EOL)方案
马波斯拥有精湛的测量和检测技术,结合在自动化工程领域所积累的丰富经验,为用户提供可信赖的交钥匙总包方案,满足电动车动力电池检测的要求。方案可在电芯、模组和电池包整个工艺链上进行检测。在电芯检测领域,马波斯提供专业和成熟的检测方案,范围包括从空壳(电芯线前检测)到产线末端(电芯线下检测)的全过程。
马波斯采用视觉检测装置或接触式测头检测电芯的机械特性,通过柔性化方案来测量电芯的电气特性,以满足客户的定制要求。
马波斯拥有精湛的测量和检测技术,结合在自动化工程领域所积累的丰富经验,为用户提供可信赖的交钥匙总包方案,满足电动车动力电池检测的要求。方案可在电芯、模组和电池包整个工艺链上进行检测。在电芯检测领域,马波斯提供专业和成熟的检测方案,范围包括从空壳(电芯线前检测)到产线末端(电芯线下检测)的全过程。
马波斯采用视觉检测装置或接触式测头检测电芯的机械特性,通过柔性化方案来测量电芯的电气特性,以满足客户的定制要求。




