Die Produktreihe DS6000 wurde für Präzisionsschleifmaschinen entwickelt und ist ideal für die beiden Funktionen mechanisches Auswuchten und Körperschallüberwachung. Das Auswuchten kann je nach der Anwendung in einer oder in zwei Ebenen erfolgen.
Die Produktreihe DS6000 ist modular aufgebaut und mit unterschiedlichen Modulen beliebig erweiterbar und kombinierbar zur Schaffung eines Multifunktionssystems.
Dieses innovative System ist unglaublich flexibel – nahezu alle Kundenwünsche können befriedigt werden. Die umfangreicheren Funktionen sind alle einfach zu bedienen.
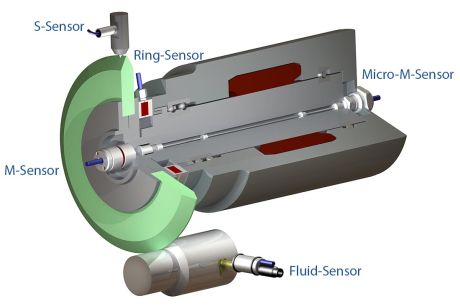
Die Steuereinheiten für Vor-Auswuchten, elektromechanische Auswuchtkontrolle und hydraulisches Auswuchten sowie für Körperschallauswertung sind im DS6000 enthalten. Folgende Module stehen zur Verfügung:
- AE6000 und S6000: Systeme für Körperschallkontrolle über Akustiksensoren
- DM6000: System für Prozesskontrolle (Akustiksensoren + Digital Torque Adapter)
- P6000: System für Vor-Auswuchten
- M6000: System für elektromechanische Auswuchtkontrolle
- H6000: System für hydraulisches Auswuchten
Die Module werden im Schaltschrank installiert und die Daten können mithilfe einer speziellen Software am externen Bedienfeld oder am Steuerungs-PC angesehen werden. Für Windows-basierte Steuerungen wie Siemens SINUMERIK, Heidenhain, Fanuc oder Bosch-Rexroth sowie PC-Anwendungen wurde die Software DSCC (DITTEL System Control Center) entwickelt.
Die Kommunikation zwischen den Modulen und der Steuerung erfolgt über statische Schnittstelle und Profibus die Visualisierung auf externes Bedienfeld oder DSCC Software auf der Steuerung über RS232 oder Ethernet.
Die Einstellungen und Grenzwerte sowie die wichtigsten Messsignale aller Module können am Bildschirm der Maschinensteuerung bzw. am externen Bedienpanel angezeigt werden. Damit erhält der Bediener einen Überblick über alle Funktionen und Informationen.
Bei einer Serieninbetriebnahme können alle erforderlichen Daten als XML-Datei gespeichert und an eine andere Maschinensteuerung übertragen werden. Das spart enorm Zeit und erleichtert die Wiederherstellung der maschinenspezifischen Einstellungen.
Durch intelligente Visualisierung der bereitgestellten Informationen wird der Anwender optimal bei der Ausschöpfung aller fertigungstechnischen Potenziale unterstützt, um im Ergebnis eine deutliche Senkung der Prozesskosten zu erreichen.
Die externen Bedienanzeigen für den Einsatz in der Fertigungslinie sind kompakt, robust und leicht zu bedienen..
- Höhere Fertigungsqualität
- Kürzere Zykluszeit beim Abrichten
- Effiziente Anschliffkontrolle
- Höhere Lebensdauer der einzelnen Maschinenkomponenten (Spindel, Schleifscheibe, usw.)
- Besserer Kollisionsschutz für Schleifscheibe und Maschine
- Modulares System
- Montage im Schaltschrank auf Hutschien oder Rückwand über entsprechende Adapter
- Verbindung zwischen Modulen: CAN-Bus
- Spannungsversorgung: 24 V DC
- Statische I/O-Schnittstelle
- Profibus-Schnittstelle
- Verbindung zu PC bzw. externem Bedienfeld: RS232 oder Ethernet (alternativ)
- HMI: DSCC (Dittel System Control Center) mit Windows-Betriebssystem
Die DS6000 Serie enthält:
AE6000:
Automatische Schleif- oder Abrichtprozesse müssen sicher und stabil ablaufen, um eine gleichmäßig hohe Werkstückqualität erreichen zu können. Eine Prozessüberwachung mit sehr empfindlichen Akustiksensoren in Kombination mit der Steuereinheit AE6000 ist die ideale Ergänzung zur Erhöhung der Prozessstabilität. Dieses System unterstützt bis zu vier Kanäle in Umschaltung. Es verkürzt die Anschliffzeit, erkennt den Kontakt beim Abrichten, überwacht den Schleifprozess sowie Kollision oder Beschädigung der Schleifscheibe.
S6000:
Bei der Automatisierung von Schleif- oder Abrichtprozessen ist eine Prozessoptimierung immer wichtiger, um qualitätsgerechte Werkstücke herzustellen.
Die Überwachung des Körperschallsignals (AE-Signal) ist hierbei die ideale Lösung.
Die S6000 unterstützt zwei Kanäle in Umschaltung, die zur Überwachung von zwei unterschiedlichen Prozessen verwendet werden können.
DM6000:
Das Prozessüberwachungsmodul DM6000 dient zur Analyse der von den Akustiksensoren und der internen Antriebskontrolle (DTA) bereit gestellten Daten.
Die erhöhten Anforderungen an den Schleifprozess haben zur Einführung neuer Technologien geführt. Um die hohen Bearbeitungsgeschwindigkeiten voll ausnutzen zu können, müssen spezielle Sensoren eingesetzt werden, die beim Schleifen und Abrichten die Grenzwerte überwachen. Bei Überschreitung der zulässigen Toleranz können ohne Eingriff des Bedieners Korrekturmaßnahmen ergriffen werden, bevor der Schleifprozess zu Ausschuss führt.
Die internen Kontrolldaten werden per Profibus an das entsprechende Überwachungsmodul gesendet.
P6000:
Beim manuellen Auswuchten wird die Unwucht bei laufender Maschine gemessen und mithilfe von Wuchtmassen oder Einschrauben von definierten Massen in den Schleifscheibenflansch ausgeglichen. Je nach der Anwendung wird die Spindel in einer Ebene (P6001) oder in zwei Ebenen (P6002) ausgewuchtet.
- Spreizwinkelmethode: Die Unwucht wird durch Verschieben von zwei gleichen Wuchtmassen (Gleitblöcke) in die berechnete Position kompensiert.
- Festortmethode: Die Unwucht wird durch Einschrauben von definierten Massen (z.B. Schrauben) in einer bestimmten Position kompensiert.
M6000:
Die Auswerteelektronik M6000 für die elektromechanische Auswuchtkontrolle wurde zum Einsatz auf Schleifmaschinen entwickelt.
Das M6000 misst die durch Unwucht erzeugten Vibrationen.
Das automatische Auswuchten erfolgt beim Werkstückwechsel in der Schleifpause. Die Wuchtmassen werden elektromechanisch mit extrem hoher Genauigkeit bewegt und der Zyklus läuft bei Betriebsdrehzahl ab. Die Energie- und Datenübertragung erfolgt über ein berührungsloses induktives System.
Je nach Anwendung kann die Spindel in einer oder zwei Ebenen (mit zwei Modulen) ausgewuchtet werden.
H6000:
Das Hydro-Wuchtsystem H6000 wurde zum Einsatz auf Präzisionsschleifmaschinen mit Schleifspindeln ohne bzw. mit zu kleiner Innenbohrung konzipiert. Das M6000 misst die durch Unwucht erzeugten Vibrationen und berechnet die Position der benötigten Wuchtmassen. Der Ausgleich erfolgt durch das extrem präzise Einspritzen von Kühlschmierstoff (Emulsion oder Öl) bei Betriebsdrehzahl in eine der Wuchtkammern des Ausgleichbehälters.
PROSPEKTE UND HANDBÜCHER
| Installations- und Betriebsanleitung | |
|---|---|
| Englisch |
M6001: (4.81MB)
P6001 Active: (7.54MB) P6001: (7.55MB) AE6000 Basic: (844.60kB) P6001FD: (8.41MB) RC6000 + H6000: (1.44MB) AE6000: (9.16MB) P6002 Active: (14.80MB) RC6000 + M6000: (1.52MB) AE6001: (6.06MB) P6002: (15.30MB) S6000: (4.37MB) DM6000: (6.44MB) RC6000 + AE6000: (1.44MB) SSW6000: (935.20kB) DM6000 Profibus: (6.35MB) H6001: (4.63MB) H6000: (4.53MB) HBA4000R: (3.09MB) M6000: (7.79MB) |
| Italienisch |
RC6000 + M6000: (2.59MB)
P6002: (14.19MB) H6001: (4.73MB) AE6000: (5.27MB) S6000: (3.89MB) M6001: (4.71MB) M6000: (5.00MB) |
| Deutsch |
DM6000 Profibus: (6.73MB)
RC6000 + H6000: (1.52MB) H6000: (5.25MB) S6000: (4.24MB) H6001: (5.22MB) SSW6000: (931.68kB) HBA4000R: (2.23MB) M6000: (8.97MB) M6001: (5.69MB) P6001 Active: (8.69MB) AE6000 Basic: (847.39kB) P6001: (8.73MB) AE6000: (10.25MB) P6001FD: (8.62MB) AE6001: (6.34MB) P6002 Active: (15.53MB) DM6000: (6.57MB) P6002: (15.32MB) |
| Französisch |
M6000: (4.45MB)
H6001: (10.26MB) H6000: (10.01MB) S6000: (7.33MB) AE6000 Basic: (844.45kB) AE6000: (12.20MB) RC6000 + AE6000: (2.73MB) P6002: (13.76MB) M6001: (4.44MB) |
| Spanisch |
AE6000: (9.35MB)
H6000: (7.34MB) H6001: (7.44MB) M6000: (9.64MB) M6001: (7.67MB) P6001FD: (8.26MB) |
| Tschechisch |
AE6000: (6.14MB)
DM6000: (8.78MB) H6000: (5.41MB) M6000: (5.36MB) |
| Ungarisch |
AE6000: (4.33MB)
|
| Portugiesisch |
AE6000: (8.38MB)
|
| Schwedisch |
AE6000: (4.10MB)
|
| Türkisch |
M6000: (4.81MB)
|
| Traditionelles Chinesisch |
AE6000: (9.70MB)
M6000: (4.64MB) |
| Romanian |
AE6000: (9.03MB)
H6000: (8.01MB) |