Messung der Folienbreite beim Rolle-zu-Rolle-Verfahren
Im Bereich der elektronischen Geräte bezeichnet das Rolle-zu-Rolle-Verfahren (R2R) eine Methode zur Herstellung flexibler und großflächiger elektronischer Bauteile auf einer Bahn bzw. Rolle aus Kunststoff- oder Metallfolie.
R2R ist eine Reihe von Fertigungstechniken, die die kontinuierliche Verarbeitung eines flexiblen Substrats beinhalten, das zwischen zwei beweglichen Rollen aus einem bestimmten Material übertragen wird. Dabei können Additivverfahren genutzt werden, um durchgehend eine bestimmte Folienstruktur aufzubauen.
R2R ist ein wichtiger Bestandteil der Produktionsverfahren auf der Grundlage von Substraten, die heutzutage im Bereich der Elektrofahrzeuge zur Herstellung von Lithium-Ionen-Batterien (LIB) angewandt werden, wie etwa folgende:
- Fertigung von Metallfolien (Aluminium und Kupfer)
- Kunststofffolien zur Herstellung von Separatoren
- Elektroden (Kathoden und Anoden) für gedruckte/flexible Dünnfilmbatterien
Die Anwendung der Rolle-zu-Rolle-Verfahren zur Herstellung flexibler Dünnfilmbatterien beruht vorrangig auf der Notwendigkeit folgender Verarbeitungen:
Walzverfahren (Herstellung von LIB-Elektroden)
- R2R Beschichtung und Trocknung
- R2R Kalandrieren oder Komprimieren
- R2R Schlitzen oder Schneiden
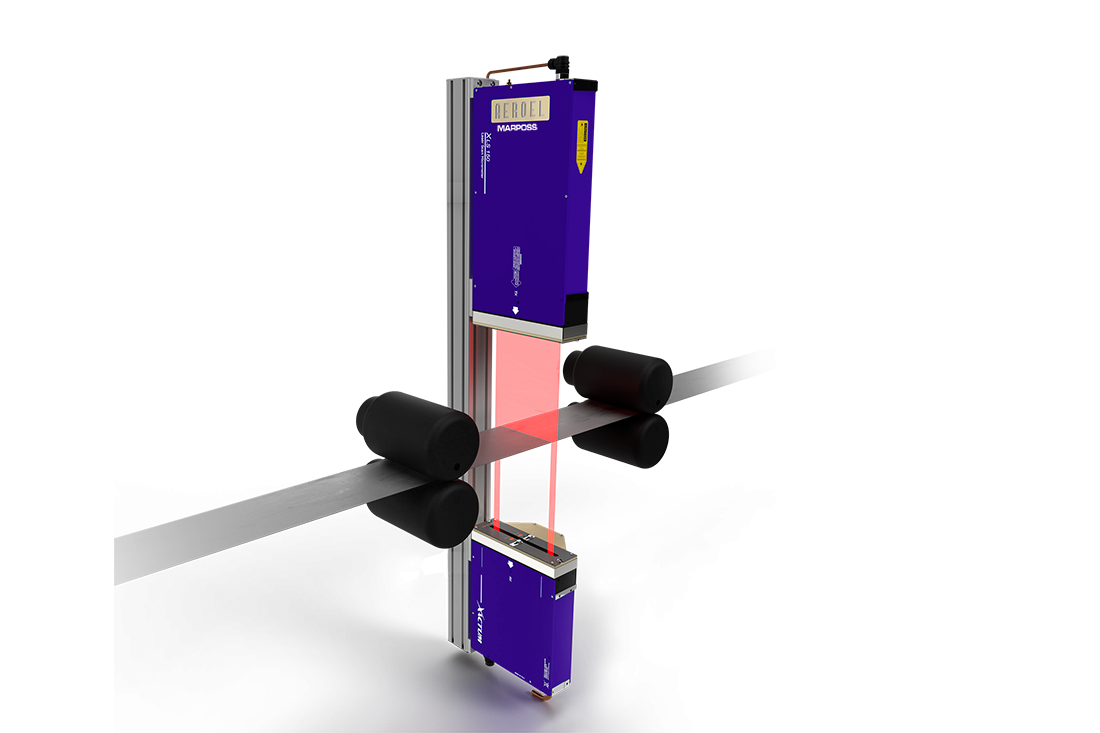
Bei allen diesen Verarbeitungen ist es wichtig, zu hohe Abfallraten in der Elektrodenherstellung zu vermeiden. Dies geschieht durch Qualitätsmessungen und -kontrollen in der Linie , zum Beispiel mit berührungslosen Sensoren zur Überprüfung der Breite.
Die Breitenprüfung muss unbedingt innerhalb der Fertigungslinie erfolgen. Dazu eignen sich am besten berührungslose Technologien. Um die Breitenmessung innerhalb der Fertigungslinie an einem empfindlichen Material auszuführen, das nicht berührt werden darf und somit nicht mit den herkömmlichen taktilen Lösungen gemessen werden kann, bietet MARPOSS/AEROEL seine eigenen berührungslosen Technologien, nämlich Laserscanner-Mikrometer.
- Scannermotor mit FDB-Technologie (fluiddynamische Lager, d.h. keine Kugellager), der perfekt und ohne Abnutzung arbeitet.
- Die NO-VAR-Technologie zur aktiven thermischen Kompensation ermöglicht es, Veränderungen der Raumtemperatur automatisch auszugleichen.
- Permanente Selbstkalibrierung und hervorragende Linearität
- Komplett umprogrammierbar, mit der Möglichkeit zur Speicherung verschiedener Anwendungsprogramme
- Direkter Anschluss an den PC, die SPS und die NC-Steuerung
- Eingänge zum Auslesen und Synchronisieren von Quadratur-Encodern
|
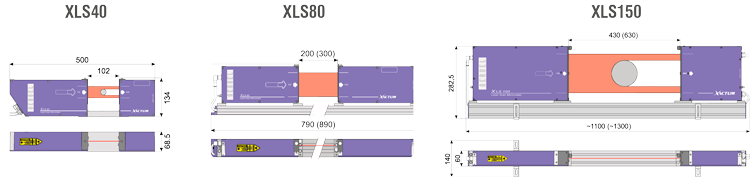
Version |
XLS40 |
XLS80 |
XLS150 |
|
Messfeld |
40 mm |
80 mm |
150 mm |
|
Messbare Breite |
0,06 ÷ 38 mm |
0,75 ÷ 78 mm |
0,8 ÷ 149 mm |
|
Wiederholbarkeit (T=1s, ±2σ) |
+/- 0,07 µm |
+/- 0,2 µm |
+/- 0,4 µm |
|
Scanfrequenz |
1.500 Hz |
||
|
Laserquelle |
VLD (Sichtbare Laserdiode); λ = 650 nm |
||