Mesure Et Inspection D'épingle En Zone Dénudée
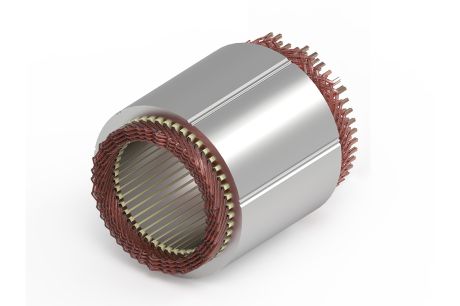
Diverses recherches ont montré que l’utilisation d’enroulements en épingle à cheveu (hairpin) en fil plat sur certains types de moteurs présente de sérieux avantages. En particulier, le facteur de remplissage du logement en cuivre est nettement supérieur, réduisant la chaleur, améliorant le couple et la densité de puissance, ce qui peut au final réduire la taille du moteur pour applications sur véhicules électriques
Toutefois, afin d’obtenir cette amélioration de performances, il est nécessaire de garantir un niveau de qualité adéquat du composant et un procédé de fabrication parfaitement sous contrôle.
L’un des aspects les plus critiques de la production d’épingles concerne la procédé de dénudage et le contrôle de l’élimination parfaite de l’émail isolant sur les bornes, avant le soudage. La combustion des résidus d’émail ou d’autres contaminants au cours du soudage peut en effet générer des inclusions de gaz et des cavités à l’intérieur du ménisque de soudure, avec un effet de réduction de la force mécanique du joint et d’augmentation de sa résistance électrique.
Selon la méthode de dénudage adoptée, différents types de défauts peuvent se présenter ; diverses stratégies de contrôle de procédé doivent donc être proposées.
La technologie confocale chromatique permet de mesurer l’épaisseur du revêtement en émail sur les fils magnétiques, lorsque le revêtement est transparent à la lumière blanche (comme dans la plupart des cas).
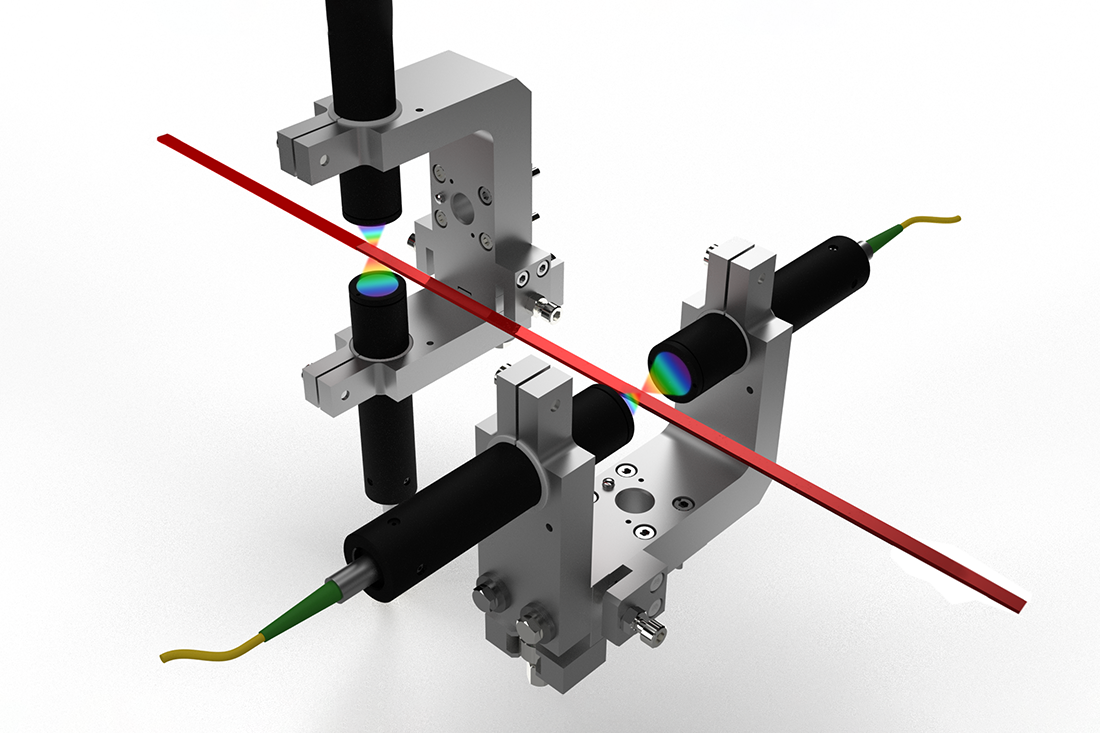
Lorsque l’opération d’élimination de l’émail est mécanique, au moyen d’une meule, il peut être nécessaire de mesurer en ligne la quantité de matière enlevée, afin de vérifier que l’outil a atteint l’âme en cuivre et qu’il ne reste plus d’émail. L’utilisation de capteurs confocaux en ligne peut, dans ce cas, permettre de mesurer l’épaisseur d’émail sur la section de fil non traitée et la hauteur du décalage dans la zone dénudée. L’application de capteurs confocaux dans une configuration en fourche permet ensuite de réaliser une mesure complète des dimensions et de la symétrie de la zone dénudée.
Dans les opérations d’ablation au laser, il peut en revanche arriver qu’une fine couche d’émail reste en certains points, selon le nombre et l’orientation des têtes laser. Dans ce cas, la technologie interférométrique permet de mesurer la quantité d’émail restant, à partir d'une épaisseur de quelques microns.
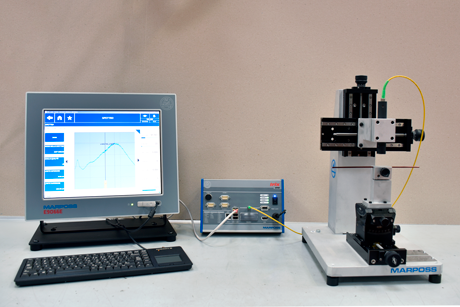
Un interféromètre à lumière blanche peut être utilisé sur les stations de mesure hors ligne, pour un contrôle sur échantillon du procédé d’élimination au laser de l’émail. Lorsque la position où se concentre l’émail restant est connue, cette même technologie peut être intégrée en ligne pour un contrôle de procédé complet.

Dans les autres cas, il peut aussi être nécessaire d’inspecter toute la surface nettoyée, en recherchant les défauts et les contaminants comme les résidus d’émail brûlés par le laser. L’utilisation de la technologie confocale STIL, appliquée à des capteurs optiques linéaires avec la catégorie MPLS, garantit un champ de focalisation élevé et permet donc d’effectuer une analyse en ligne de toute la zone dénudée, et d’identifier différents types de défauts.
- Mesure et inspection dimensionnelles complètes de la zone dénudée
- Possibilité d’utilisation pour le contrôle du procédé de dénudage
- Prévention de défauts lors de l’opération de soudage de l’épingle
- Solutions disponibles pour contrôle hors ligne ou en ligne
- Mesure de l’épaisseur d’émail avec capteurs confocaux
- Mesure complète de la zone dénudée avec capteurs confocaux multiples
- Mesure de l’épaisseur de l’émail restant avec interféromètre à lumière blanche
- Capteur en ligne optique confocaux MPLS pour inspection de défauts dans la zone dénudée
- Possibilité d’intégration de différentes technologies sur une même station de mesure
Définition selon les exigences du client.