Tool and Process Monitoring System
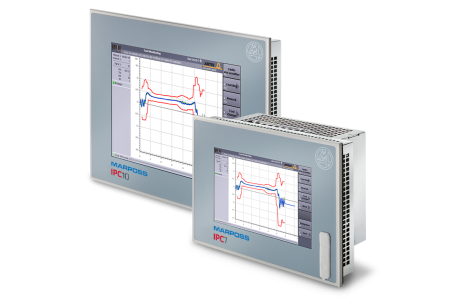
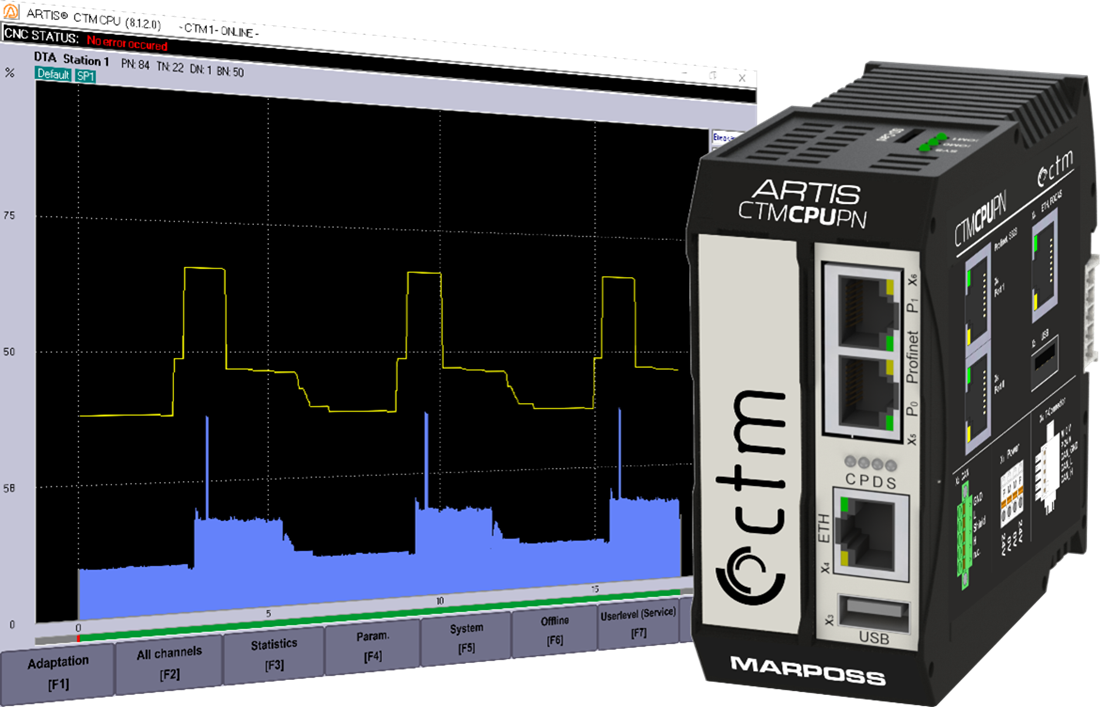
CTMCPU
CTM is the excellent monitoring system, that has led the market leader for almost 25 years.
The CTMCPU successfully optimizes in real time, tool and the process of CNC machining in metal-cutting production. This means that without interfering with production or adding cycle time the system is supervising the machine. It delivers a wide range of monitoring functions for most production scenarios in real time. The flexible interface concept of the CTMCPU enables problem-free integration: from solutions with no fieldbus connections (dedicated I/O), to branched data and fieldbus architectures. The CTMCPU is designed for easy integration into dedicated operator panels with Ethernet connection of WINDOWS based controls (SIEMENS PCU50, FANUC Panel i, MTX, etc.). Alternately, if needed, a stand-alone unit with significant flexibility can be used in all other machine types with different controls or in machines without CNC. Again, because of the flexibility many user specifications (e.g., from the aerospace and automotive industries) can be met by implementing the CTMCPU with different monitoring strategies.
For mass production, the teach-in values (learning curves) are commonly used to compare them with actual values. The required limits can be set exactly to suit the application by means of corresponding process parameters. Long cutting cycles can be monitored best by either using the dx/dt monitoring strategy or a strategy mix.
All monitoring data can be stored locally on the machine or in the network/internet. In addition, the system provides functions for customized reports and data analysis in order to further improve the corresponding processes. With these functions, users can extend tool life, reduce waste, avoid tool breakage, and minimize machine downtimes.
The process monitoring works with either fixed or dynamic alarm limits, depending on the operating mode.
The CTMCPU system is a powerful monitoring system. By using dedicated strategies and interfaces CTM also provides process control (friction stir welding, brushing, riveting, deburring, assembling, etc.).
A Digital Torque Adapter (DTA) option uses the machine feed force- and torque data (e.g. SIEMENS compile cycle, FANUC FOCAS etc.) from the machine controls. Up to 8 drives can be monitored in parallel.
To meet the requirements and technical specifications, CTMCPU can be adapted to almost any production scenario with different dedicated monitoring strategies and analysis software:
- Gear hobbing: focus on safeguarding the expensive milling cutter and on increasing the milling cutter tool life
- Fluid: focus on checking the proper coolant flow rate.
- Statistics: focus on process analysis in order to find and eliminate reasons of a malfunction
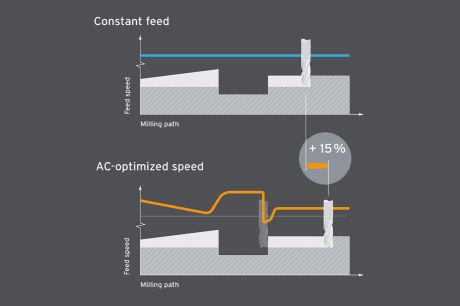
- Adaptive Control: focus on continuously adapting the processing speed to the condition of material, tools and machines.
- With the process documentation option recording events, data collection and data transfer to different (network) devices can be realized. The function prepares the data for C-THRU4.0.
Integration
CTMCPU offers utmost flexibility to the OEM. The many configuration options allow the integration into any given system architecture:
- CTMCPU with the Ethernet connection to IPC of the NC control
- CTMCPU with GEMBOX via VNC connection
- CTMCPU with external IPC independent of the NC control
- Tool and process monitoring system with numerous configuration possibilities
- Monitoring functions in real time with 4 measuring channels
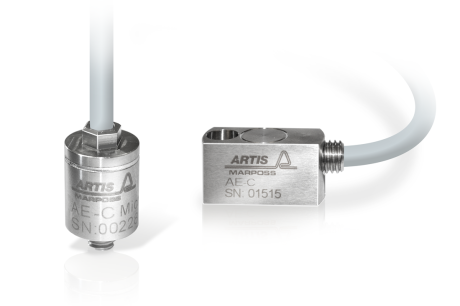
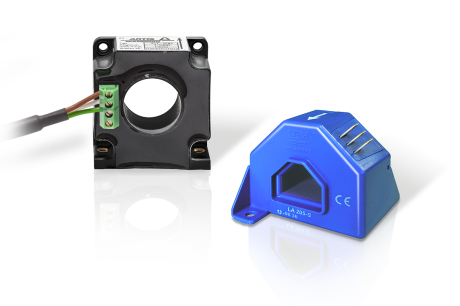
- Digital and/or analog sensor signals can be used
- Based on the collected data, wear-limits can be defined to optimize the tool life.
- Reading of parameters, changing and reloading via a WINDOWS based control / PC
- High performance in data processing for the Industrial Internet of Things
- Interconnection with other systems and applications in Industry 4.0 (Smart Factory) e.g. via MTConnect connection
- FPGA allows customization of the CTM firmware
- Very fast reaction by using the integrated I/O-module
- CTM is specified by various users
The evaluation unit for CTMCPU comes in different versions according to the required communication standard and the PLC in use.
- CTMCPU PB FOCAS: For the connection to the PLC via Profibus
- CTMCPU PB FOCAS oder CTMCPU PN FOCAS S828: For the use with Fanuc controls
- CTMCPU PN FOCAS S828: For the connection to the PLC via ProfiNet
- CTMCPU PN FOCAS S828: For the use with SIEMENS 828 systems